


Китай: инновации в производстве стальной бандажной ленты?
2026-02-18
Когда слышишь про инновации в китайском производстве стальной бандажной ленты, многие сразу думают о дешевых копиях или простом увеличении объемов. Но это поверхностно. На деле, за последние лет 8-10, там произошел серьезный сдвиг в сторону материалов и технологий, особенно для ответственных применений — в энергетике, трубопроводной арматуре, тяжелом машиностроении. Сам работал с поставками и видел эволюцию: от проблем с однородностью проката до внедрения систем контроля в реальном времени. Ключевое слово здесь — не ?дешево?, а ?предсказуемо и надежно?.
От сырья к структуре: где кроется реальный прогресс
Начну с основы — стали. Раньше главной головной болью была непредсказуемость свойств от партии к партии. Сейчас многие крупные комбинаты, особенно в провинции Цзянсу и Хэбэй, перешли на выплавку с точным контролем микролегирующих добавок — ниобия, ванадия. Это не для галочки. Например, для лент, работающих в условиях циклических термонагрузок (скажем, при бандажировании теплообменников), важно избежать ползучести. Добавки именно это и дают — повышают стабильность структуры при высоких температурах. Но и тут есть нюанс: не все производители ленты сами металлурги. Часто они закупают рулонную сталь, и здесь качество зависит от договоренностей с комбинатом. Видел случаи, когда партия идеально подходила по сертификату, но на практике при продольной резке давала микротрещины по кромке. Пришлось разбираться — оказалось, проблема в режиме охлаждения рулона после прокатного стана. Поставщик, с которым мы тогда работали, смог решить вопрос только подключив своего технолога к обсуждению с металлургами. Это показатель зрелости подхода.
Еще один момент — обработка поверхности. Оцинковка остается стандартом для защиты, но для некоторых сред, скажем, с высоким содержанием хлоридов, этого мало. Встречал применение комбинированных покрытий: сначала фосфатирование для улучшения адгезии, потом слой цинка, а поверх — тонкая органическая пассивация. Такая лента служит на 40-50% дольше в агрессивных атмосферных условиях. Но технология капризная, требует идеальной подготовки поверхности перед каждым этапом. На одном из заводов в Чанчжоу видел, как из-за сбоя в системе обезжиривания пришлось отбраковать почти готовую партию — появились ?раковины? под покрытием. Потери были серьезные, но это заставило их пересмотреть всю линию предварительной обработки. Теперь у них стоит система многоступенчатого контроля чистоты, включая контроль поверхностного натяжения капельным методом. Мелочь? Нет, без таких мелочей инновации остаются на бумаге.
И конечно, нельзя не сказать о высокопрочных марках. Запросы рынка растут — нужна лента тоньше, но прочнее, чтобы снизить вес конструкций. Китайские производители активно осваивают производство лент из стали с пределом прочности до 1200 МПа. Сложность в том, чтобы сохранить достаточную пластичность для навивки. Здесь помогает термомеханическая обработка (ТМО) на специальных станах. Но оборудование дорогое, и его окупаемость возможна только при больших объемах. Поэтому такие нишевые продукты часто делают на заказ, под конкретный проект. Это уже не массовый ширпотреб, а инженерное решение.
Оборудование и ?цифра?: как меняется процесс
Если раньше китайские линии по производству бандажной ленты часто были сборкой из импортных и местных узлов, то сейчас все чаще встречаются полностью локализованные комплексы. И что важно — с акцентом на автоматизацию контроля. Например, системы лазерного измерения геометрии ленты в реальном времени, которые не просто фиксируют толщину, а строят карту отклонений по всей ширине и длине. Это позволяет оперативно корректировать валки прокатного стана, минимизируя брак.
Но самая интересная тенденция — интеграция данных. На современном заводе параметры каждой катушки (химсостав, механические свойства, данные контроля с линии) заносятся в общую систему и привязываются к QR-коду. Для конечного пользователя, например, монтажника на стройке, это кажется излишеством. Однако для ответственных объектов, где требуется прослеживаемость каждого материала, это бесценно. Можно отследить всю историю: от выплавки стали до отгрузки готовой ленты. Это серьезный шаг к стандартам аэрокосмической или атомной отрасли, где подобный учет — норма.
Однако внедрение ?цифры? сталкивается с кадровыми проблемами. Не все операторы старой закалки готовы работать с интерфейсами систем диагностики. Часто слышишь: ?Раньше по звуку и виду я понимал, что идет не так, а теперь надо в эти графики вникать?. Это культурный разрыв между старыми практиками и новыми технологиями. Успешные предприятия решают это через постоянное обучение и создание смешанных бригад, где опытный мастер работает вместе с молодым инженером, который разбирается в данных.
Кейсы и неудачи: опыт из практики
Расскажу про конкретный случай, связанный с поставками для ремонта тепловых сетей в условиях Крайнего Севера. Нужна была стальная бандажная лента с особыми требованиями по ударной вязкости при низких температурах. Стандартные марки не подходили. Обратились к проверенному производителю, который ранее хорошо себя показал. Они предложили экспериментальную партию, сделанную по особой технологии контролируемой прокатки с последующей закалкой. Лабораторные испытания образцов дали отличные результаты. Но когда лента поступила на объект и начался монтаж при -40°C, в нескольких местах при затяжке произошло хрупкое разрушение. Инцидент, конечно, неприятный.
Разбор полетов показал, что проблема была не в самой стали, а в технологии нанесения маркировки. Для идентификации на ленту нанесли маркировку лазером, и в местах гравировки произошла локальная закалка с изменением структуры металла, что и стало очагом хрупкости. Производитель, что важно, не стал отнекиваться. Совместно с нашими специалистами они провели расследование, смоделировали процесс, и нашли решение — перешли на низкоэнергетическую лазерную маркировку, не вызывающую структурных изменений. Этот опыт потом лег в основу их нового стандарта для арктических исполнений. Вот она, реальная инновация — рожденная из проблемы и совместной работы, а не из чистого научного поиска.
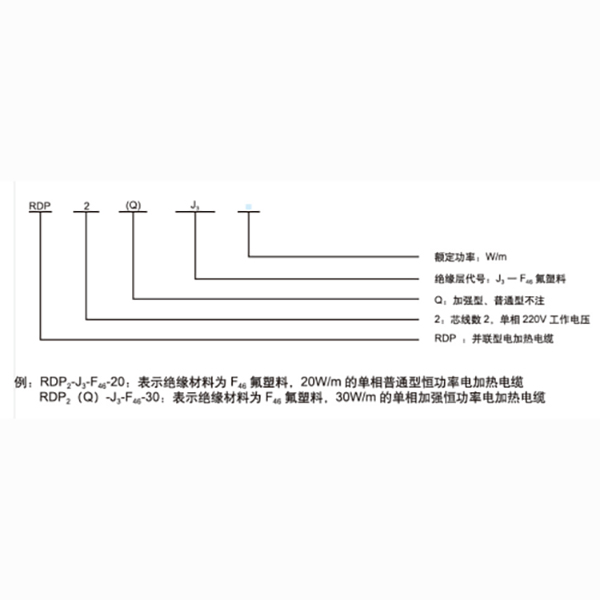
Еще один пример из другой области — производство электрообогревательного оборудования. Казалось бы, какая связь? Но она прямая. Для бандажа нагревательных элементов и изоляции часто используется та же стальная лента. Компания ООО Чанчжоу Кэхуа Электрическое Обогревательное Оборудование (https://www.czkehua.ru), работающая с 2002 года, является как раз таким потребителем, который предъявляет высокие требования к ленте для своих систем. Им нужна не просто полоса металла, а материал с определенными тепловыми и механическими характеристиками, который будет надежно работать в паре с нагревательными кабелями долгие годы. Их техзадания для поставщиков ленты всегда очень детализированы, что, в свою очередь, подталкивает производителей к более тонкой настройке своих процессов. Это обратная связь от опытного пользователя, которая и двигает инновации вперед.
Рынок и восприятие: разрыв между возможностями и репутацией
Несмотря на реальные технологические сдвиги, на международном рынке, особенно в Европе и США, к китайской стальной бандажной ленте для критичных применений все еще относятся с осторожностью. Причин несколько. Первая — исторический багаж: лет 15 назад поток низкокачественного металла действительно подпортил имидж. Вторая — сложность верификации. Не каждый покупатель имеет возможность отправить своих специалистов на завод для аудита процесса. Они rely на сертификаты, но доверие к ним нужно зарабатывать годами.
Третья причина, о которой реже говорят, — это разница в инженерной культуре. Западный подход часто строится на глубоком теоретическом анализе и консервативных допусках. Китайский подход может быть более эмпирическим и гибким, ориентированным на быстрое решение конкретной задачи. Это не плохо и не хорошо, это по-разному. Но такая разница иногда вызывает непонимание. Поставщик может считать проблему решенной после успешных полевых испытаний на нескольких объектах, а европейский инженер будет ждать полного пакета расчетов и симуляций. Преодоление этого разрыва — следующий этап для китайских производителей, которые хотят выйти в высшую лигу.
Что помогает преодолевать этот барьер? Участие в международных проектах в качестве субпоставщика, привлечение иностранных экспертов для аудита, открытость к диалогу. Те компании, которые не боятся показывать и свои неудачи (как в случае с маркировкой), а не только успехи, постепенно вызывают больше доверия. Это долгий путь от производителя товара к поставщику инженерных решений.
Взгляд вперед: что будет двигать инновации дальше
Думаю, основные векторы развития уже видны. Первый — это дальнейшая кастомизация. Универсальная лента будет уходить в прошлое. Будут развиваться продукты под конкретные среды (высококислотные, щелочные, морские), под конкретные типы нагрузок (вибрационные, ударные). Это требует от производителей глубокого понимания физики и химии эксплуатации, а не только металлургии.
Второй вектор — экология. Давление на сокращение углеродного следа коснется и этого сегмента. Уже сейчас ведутся эксперименты по использованию сталей, выплавленных с применением водорода, или по увеличению доли переработанного металла в шихте без потери качества. Это сложная задача, особенно для высокопрочных марок, но она на повестке дня.
И третий — интеграция дополнительных функций. Я слышал о разработках, где в структуру многослойной ленты встраиваются датчики для мониторинга напряжения или коррозии в реальном времени. Пока это дорого и больше похоже на НИОКР, но для критической инфраструктуры (например, магистральные трубопроводы) такая ?умная? лента могла бы стать прорывом. Пока же основным драйвером остается надежность и предсказуемость — те самые качества, за которые готовы платить серьезные деньги в энергетике и тяжелой промышленности. И именно в этом направлении китайские производители, преодолевая трудности и учась на ошибках, делают самые заметные шаги.